- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

ইপিএস মেশিন অ্যাঙ্গেল সিট ভালভ ইনস্টলেশন এবং বিচ্ছিন্ন করা
2022-01-13
কোণ আসন ভালভ ইপিএস মেশিনের একটি গুরুত্বপূর্ণ অংশ, কিভাবে মেরামত বা ইনস্টলেশন গুরুত্বপূর্ণ।

1. ইনস্টলেশন এবং ব্যবহার
1.1 নির্দিষ্ট শর্ত অনুযায়ী ভালভ ইনস্টলেশনের দিক নির্বাচন করুন;
1.2 ইনস্টলেশনের আগে, অনুগ্রহ করে পাইপ পরিষ্কার করতে ভুলবেন না, বিশেষ করে নতুন পাইপ, অবশ্যই ওয়েল্ডিং স্ল্যাগ, মরিচা, ধুলো পরিষ্কার করতে হবে, যাতে ভালভের অমেধ্যগুলি ক্ষতিগ্রস্ত না হয়; পাইপলাইনগুলি দৃঢ়ভাবে এবং কম্পন ছাড়াই সমর্থিত হওয়া উচিত। ভারী ভালভ ইনস্টল করার সময়, ভালভ এবং পাইপলাইনে প্রতিকূল প্রভাব থেকে অত্যধিক ওজন বা কম্পন প্রতিরোধ করতে ভালভগুলিকে ঝুলিয়ে রাখার জন্য অতিরিক্ত সমর্থন প্রয়োজন।
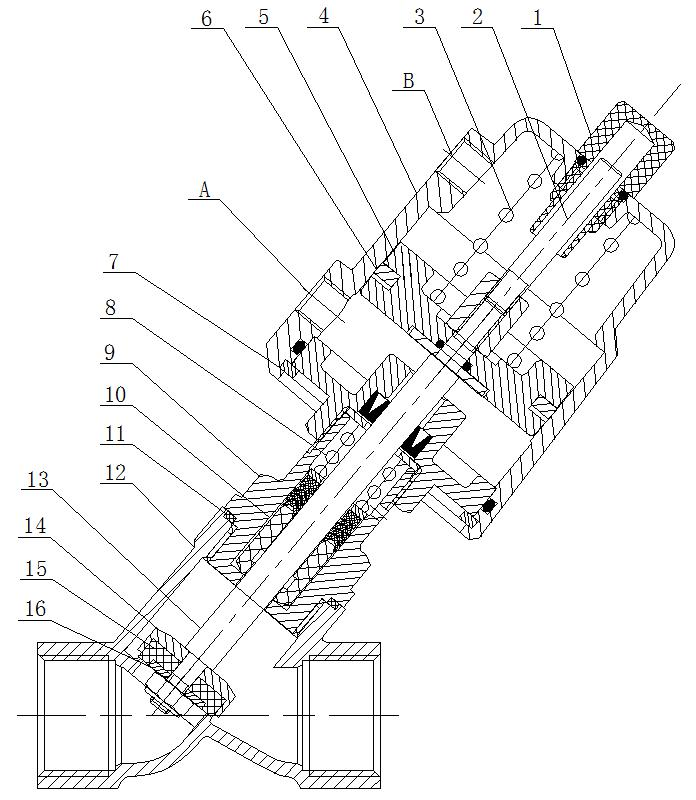
1.3 ভালভ ইনস্টল করার আগে, ভালভ লেবেলে মডেল, প্যারামিটার, স্পেসিফিকেশন এবং সংযোগ মোড পরীক্ষা করুন এবং নিশ্চিত করুন যে এটি ক্ষেত্রের কাজের অবস্থার প্রয়োজনীয়তা পূরণ করে। একই সময়ে, কোন বাহ্যিক ক্ষতি নিশ্চিত করতে দয়া করে সিলিন্ডার, ভালভ বডি, জানালা ইত্যাদি চেক করুন;
1.4 যখন নিয়ন্ত্রণ বায়ু উত্স দিয়ে সজ্জিত, অনুগ্রহ করে নিশ্চিত করুন যে বায়ু উত্স শুষ্ক এবং পরিষ্কার, এবং ক্ষমতা এবং চাপ যথেষ্ট;
1.5 ভালভ ইনস্টল করার আগে, দয়া করে পাইপলাইন বন্ধ করুন এবং চাপ সরান। পাইপলাইনে উচ্চ চাপ বা বিপজ্জনক মিডিয়ার ক্ষতি সম্পর্কে সতর্ক থাকুন;
1.6 ফ্ল্যাঞ্জ ভালভের ইনস্টলেশনে, ফ্ল্যাঞ্জের উভয় প্রান্তের ইনস্টলেশন অবশ্যই কৌণিক আঁটসাঁট হতে হবে এবং তির্যক আঁটসাঁট করার ক্ষেত্রে একতরফা বোল্টের ঘূর্ণন একটি বৃত্তের মধ্যে নিয়ন্ত্রণ করা উচিত, একতরফা আঁটসাঁট নয়, যার ফলে টিল্টিং ফোর্স, ব্যবহারকে প্রভাবিত করে ;
1.7 ঢালাই আকারে ভালভ ইনস্টল করার সময়, অ্যাকচুয়েটরটিকে প্রথমে ভালভ থেকে সরিয়ে ফেলতে হবে এবং তারপরে ভালভটি পাইপলাইনে ঝালাই করা হয়;
1.8 সরানো ভালভ বডি গ্যাসকেট, ভালভ কোর গ্যাসকেট এবং কানেক্টিং স্ক্রু গ্রেইন রক্ষা করার জন্য যত্ন নিন যাতে ময়লা এবং অমেধ্য আঠালো হওয়া রোধ করা যায়

2. ভালভ disassembly এবং রক্ষণাবেক্ষণ
2.1 ভালভ অপসারণ
2.1.1 ভালভটি বিচ্ছিন্ন করার আগে, ভালভের উচ্চ-চাপের তরলটি খালি করতে হবে এবং ভালভের মাঝারি চাপটি নিষ্কাশন করতে হবে। যদি মাধ্যমটি উচ্চ তাপমাত্রা, দাহ্য, বিষাক্ত বা ক্ষয়কারী হয় তবে মানবদেহ এবং সরঞ্জামগুলিতে দুর্ঘটনাজনিত আঘাত রোধ করতে এটি অবশ্যই পুঙ্খানুপুঙ্খভাবে অপসারণ করতে হবে;
2.1.2 ভালভ বডি অপসারণ: এই অবস্থায়, ভালভ বডিকে স্বাভাবিক তাপমাত্রায় পুনরুদ্ধার করতে হবে এবং ভালভ বডি স্থির করতে হবে। সংকুচিত বায়ু সিলিন্ডারের নীচের অংশে এয়ার ইনলেট ছিদ্র দিয়ে প্রবেশ করতে হবে, এবং ভালভের দরজাটি খুলতে হবে, এবং জয়েন্টের ছয় দিক সংশ্লিষ্ট আকারের রেঞ্চ দিয়ে শক্ত করা হবে এবং ভালভ বডিটি ঘড়ির কাঁটার দিকে থ্রেড ঘোরানোর দ্বারা সরানো হবে। দ্রষ্টব্য: বিচ্ছিন্ন অংশগুলি বাম্পিং প্রতিরোধ করতে সিলিং পৃষ্ঠগুলিকে রক্ষা করবে এবং পুনরায় একত্রিত করা রেকর্ড করবে; অংশগুলি সিলিং পৃষ্ঠকে রক্ষা করতে, বাম্পিং প্রতিরোধ করতে এবং একটি ভাল রেকর্ড ফিরে করতে;

2.1.3 সিলিন্ডার অপসারণ: স্প্রিং এর বৃহৎ শক্তির কারণে, যখন ক্ল্যাম্পিং সিলিন্ডার সিলিন্ডার এবং শেষ কভার ক্ল্যাম্পিং স্প্রিং অপসারণ করা হয়, তখন ক্ল্যাম্পিং স্প্রিং প্লায়ারগুলি ব্যবহার করার আগে স্পুল এবং ভালভ স্টেম অংশগুলিকে বিশেষ ক্ল্যাম্পিং সরঞ্জাম দ্বারা চাপতে হবে। ধীরে ধীরে ক্ল্যাম্পিং স্প্রিংটি বের করুন এবং তারপরে ক্ল্যাম্পিং সরঞ্জামগুলিকে উপরের দিকে আলগা করুন এবং অবশিষ্ট অংশগুলি তুলে নিন। দ্রষ্টব্য: 1) স্প্রিং বের করার পরে, চাপের সরঞ্জামের চাপ ধীরে ধীরে সরিয়ে ফেলা উচিত যাতে শক্তিশালী স্প্রিংটি অংশগুলিকে পপ আপ করা থেকে বিপদ এবং ক্ষতির কারণ হতে না পারে এবং পুনরায় লোড করার একটি রেকর্ড তৈরি করতে পারে; 2) 101 সিরিজের অ্যাঙ্গেল ভালভ সিলিন্ডার সরানোর সুপারিশ করা হয় না, যদি 11
সিলিন্ডারের সাথে কোনো সমস্যার জন্য আপনার ESG বিক্রয় প্রতিনিধির সাথে যোগাযোগ করুন।
2.1.4 সীল বিচ্ছিন্নকরণ: সীল বিচ্ছিন্ন করার সময়, ধারালো সরঞ্জামগুলি বিচ্ছিন্ন করার জন্য ব্যবহার করা হবে না, এবং বিচ্ছিন্ন করা সীল এবং তাদের বাহকগুলির সিলিং পৃষ্ঠটি সংঘর্ষ বা আনুষাঙ্গিক ক্ষতি রোধ করার জন্য ভালভাবে সুরক্ষিত থাকবে এবং পুনরায় একত্রিত করার রেকর্ড হবে তৈরি করা
2.1.5 ম্যানুয়াল অ্যাঙ্গেল সিট ভালভ সিকোয়েন্স অপসারণ: ভালভ বডি সরান, হাতের চাকার পিনটি সরান, হাতের চাকাটি সরান, প্রেসিং বাদামটি স্ক্রু করুন এবং অবশেষে স্পুল, স্টেম এবং সিলগুলিকে বিচ্ছিন্ন করুন।
2.2 ভালভ পুনরায় ইনস্টল করুন
2.2.1 পুনঃসংযোজন সিল: বিচ্ছিন্ন ভালভগুলি সংশ্লিষ্ট সমস্যাগুলির সাথে মোকাবিলা করা উচিত৷ চিকিত্সার পরে, তাদের বিচ্ছিন্নকরণ এবং পুনরায় সংযোজন রেকর্ড অনুসারে ক্রমানুসারে ইনস্টল করা উচিত। দ্রষ্টব্য: ইনস্টল করার সময় সিলিং অংশগুলি অবশ্যই জায়গায় ইনস্টল করা উচিত এবং রাবারের রিংয়ের কোনও বিকৃতি নেই। সিলিং রিং ইনস্টল করার আগে, লুব্রিকেটিং তেলটি ইনস্টলেশনের অংশের খাঁজে সমানভাবে প্রলিপ্ত হওয়া উচিত এবং তারপরে সিলিং রিংটি ইনস্টল করা উচিত এবং সিলিং রিংয়ের বাইরের পৃষ্ঠটি আবার লুব্রিকেটিং তেল দিয়ে প্রলিপ্ত করা উচিত। যুক্তিসঙ্গত এবং কার্যকর লুব তেল হল ভালভের স্বাভাবিক এবং কার্যকর ব্যবহার নিশ্চিত করার ভিত্তি;
2.2.2 সিলিন্ডার পুনরায় লোড করা: প্রতিস্থাপনের অংশগুলির সমাবেশ সম্পূর্ণ হওয়ার পরে, ধীরে ধীরে সিলিন্ডারে পিস্টন এবং শেষ কভার আমদানি করুন এবং তারপর সিলিন্ডারের সমাবেশ সম্পূর্ণ করার জন্য স্প্রিংটি ইনস্টল করুন;
2.2.2.1 যখন পিস্টন এবং শেষ কভার প্রবর্তন করা হয়, তখন সিলিন্ডারটি ডান করার পরে ধীরে ধীরে প্রবর্তন করা উচিত, অন্যথায় পিস্টন রিং এবং সিলিং রিং বিচ্যুতির কারণে ছিঁড়ে যাবে, সিলিংকে প্রভাবিত করবে;
2.2.2.2 স্প্রিংটিকে খাঁজে আটকানোর পরে, সিলিন্ডারের স্প্রিং গ্রুভে স্প্রিংটি 100% সম্পূর্ণরূপে জ্যাম হয়েছে কিনা তা পরীক্ষা করুন এবং স্প্রিংটি সিলিন্ডারে সম্পূর্ণভাবে জ্যাম হয়েছে কিনা তা পরীক্ষা করার পরে প্রেসিং সরঞ্জামগুলি ছেড়ে দিন এবং তারপরে সিলিং পরিচালনা করুন সিলিন্ডার পরিদর্শন;
2.2.3 ভালভ বডি পুনরায় লোড করা: পরিদর্শন যোগ্য হওয়ার পরে, সিলিন্ডারের এয়ার ইনলেট হোল দিয়ে বায়ু সংকুচিত করুন, পিস্টনটি উপরে তুলুন, ভালভ বডি সিলিং প্যাড রাখুন এবং স্ক্রু গ্রেইনে অ্যান্টি-স্ট্যাক এজেন্ট প্রয়োগ করুন এবং তারপরে ভালভ বডিটিকে শক্ত করে স্ক্রু করুন এবং তারপর সমাপ্তির পরে ভালভ বডি পরিদর্শন করুন।
2.3 পুনরায় লোড ভালভ পরীক্ষা
2.3.1 অফলাইন চাপ পরীক্ষার পরে মেরামত করা ভালভ আবার পাইপলাইনে ইনস্টল করা হবে এবং কোনও অস্বাভাবিকতা দেখা দেবে না;
2.3.2 ভালভ বডি সিলিং পরিদর্শন: ভালভ কোর সিলিং গ্যাসকেট পরিদর্শন, ভালভ বডি সিলিং গ্যাসকেট পরিদর্শন এবং সংযোগ গর্ত পরিদর্শন সহ;
2.3.2.1 প্রয়োজনীয় চাপের সংকুচিত বায়ু কাজের অবস্থা অনুসারে ভালভের মধ্যে প্রেরণ করা যেতে পারে এবং পুরো ভালভের শরীর এবং সংযোগটি জলে ডুবে যেতে পারে এবং চাপটি 30 সেকেন্ড ধরে রাখা যেতে পারে তা পর্যবেক্ষণ করতে ফুটো হয় যদি কোন বুদবুদ না থাকে, তবে এটি যোগ্য, অন্যথায় এটি আবার মেরামত করা প্রয়োজন;
2.3.3 সিলিন্ডার সিল পরিদর্শন: উইন্ডো সিল পরিদর্শন, শেষ কভার ও-রিং পরিদর্শন এবং পিস্টন রিং সিলিং পরিদর্শন সহ;
2.3.3.1 7bar সংকুচিত বায়ু সিলিন্ডারের নীচের অংশে এয়ার ইনলেটের গর্তের মধ্য দিয়ে যেতে পারে এবং পুরো সিলিন্ডার এবং শেষ ক্যাপটি পানিতে ডুবে যেতে পারে এবং 30 সেকেন্ডের জন্য চাপ রাখা হয় কিনা তা পর্যবেক্ষণ করতে। ফুটো যদি কোন বুদবুদ না থাকে, তবে এটি যোগ্য, অন্যথায় এটি আবার মেরামত করা প্রয়োজন।
